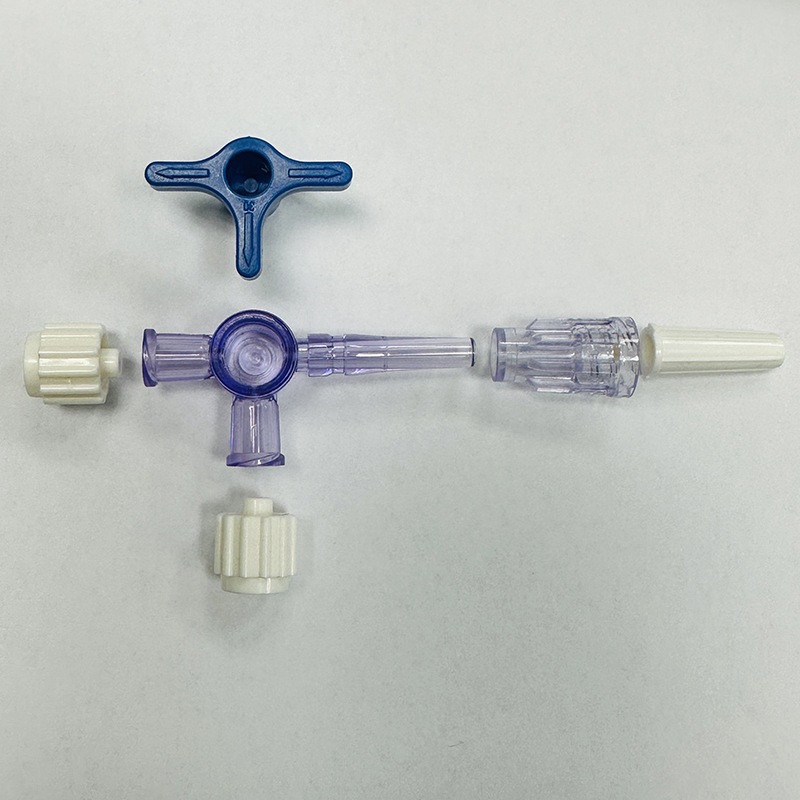
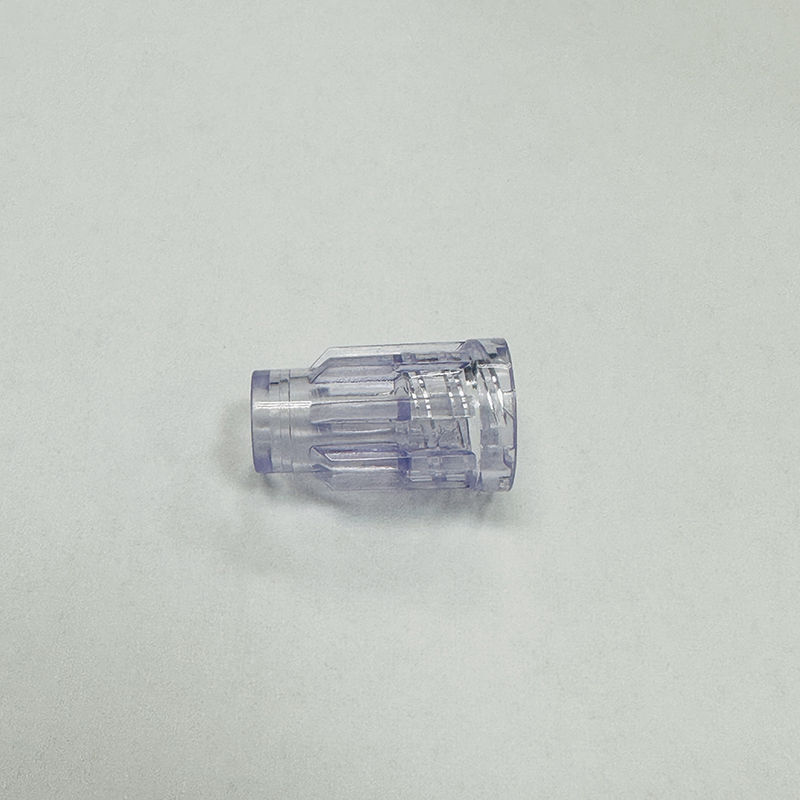
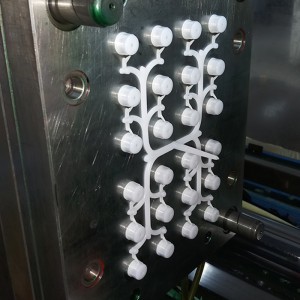
Փականային կաղապարը գործիք է, որն օգտագործվում է արտադրության գործընթացում՝ փակիչներ արտադրելու համար, որոնք փականներ են, որոնք օգտագործվում են հեղուկների կամ գազերի հոսքը կարգավորելու համար տարբեր կիրառություններում, ինչպիսիք են բժշկական սարքերը կամ լաբորատոր սարքավորումները: Ահա փականի կաղապարի աշխատանքի երեք եղանակ. Կաղապարի նախագծում և խոռոչի ստեղծում. Փականային կաղապարը նախատեսված է փականի ցանկալի ձևը և ֆունկցիոնալությունը ստեղծելու համար: Այն բաղկացած է երկու կամ ավելի կեսերից, որոնք սովորաբար պատրաստված են պողպատից, որոնք միանում են՝ կազմելով մեկ կամ մի քանի խոռոչներ, որտեղ ներարկվում է հալված նյութը: Կաղապարի նախագծումը ներառում է անհրաժեշտ առանձնահատկությունները, ինչպիսիք են մուտքի և ելքի անցքերը, կնքման մակերեսները և կառավարման մեխանիզմները՝ փականի պատշաճ աշխատանքն ապահովելու համար: Հալված նյութի ներարկում. Երբ կաղապարը տեղադրվում և ապահով կերպով փակվում է, հալված նյութը, որը սովորաբար ջերմապլաստիկ կամ առաձգական նյութ է, բարձր ճնշման տակ ներարկվում է խոռոչների մեջ: Ներարկումն իրականացվում է մասնագիտացված մեքենաների միջոցով, ինչպիսիք են ներարկման ձուլման մեքենան, որը նյութը մղում է ալիքների միջով և կաղապարի խոռոչների մեջ: Նյութը լցնում է խոռոչները՝ ստանալով փականի կառուցվածքի ձևը։ Սառեցում և արտանետում. Հալված նյութը կաղապարի մեջ ներարկելուց հետո այն թողնվում է սառչելու և պնդանալու։ Սառեցումը կարող է հեշտացվել կաղապարի միջով սառեցնող նյութ շրջանառելով կամ սառեցման թիթեղների միջոցով։ Երբ նյութը պնդանում է, կաղապարը բացվում է, և պատրաստի փականը դուրս է մղվում խոռոչներից։ Արտանետումը կարող է իրականացվել տարբեր մեխանիզմների միջոցով, ինչպիսիք են արտանետիչ քորոցները կամ օդի ճնշումը։ Այս փուլում կարող են իրականացվել որակի վերահսկման միջոցառումներ, ներառյալ թերությունների ստուգումները և չափերի ճշգրտությունը՝ ապահովելու համար, որ փականը համապատասխանում է պահանջվող պահանջներին։ Ընդհանուր առմամբ, լավ նախագծված և ճշգրիտ արտադրված փականի կաղապարը կարևոր է բարձրորակ, հուսալիորեն գործող փականիներ արտադրելու համար։ Կաղապարը թույլ է տալիս արդյունավետ և հետևողականորեն արտադրել փականիներ, որոնք լայնորեն օգտագործվում են տարբեր արդյունաբերություններում հեղուկների կառավարման կիրառությունների համար։